Podstawy laminowania: powstawanie, zagrożenia i eliminacja elektryczności statycznej
I. Co to jest elektryczność statyczna?
Elektryczność statyczna to ładunek statyczny, czyli nieprzepływający ładunek. Powstaje on wtedy, gdy taki ładunek gromadzi się na przedmiocie lub powierzchni. Laminowanie papieru to proces wykonywany na powierzchni przedmiotu. W trakcie tego procesu papier i folia tarają się o wałki maszyny laminującej, co powoduje przeniesienie elektronów i generowanie elektryczności statycznej. Jeśli ta elektryczność statyczna nie zostanie natychmiast rozładowana, będzie się gromadzić na powierzchni materiału, prowadząc do obniżenia wydajności produkcji oraz jakości produktu.
II. Zagrożenia wynikające z elektryczności statycznej
2.1 Wpływ na jakość produktu
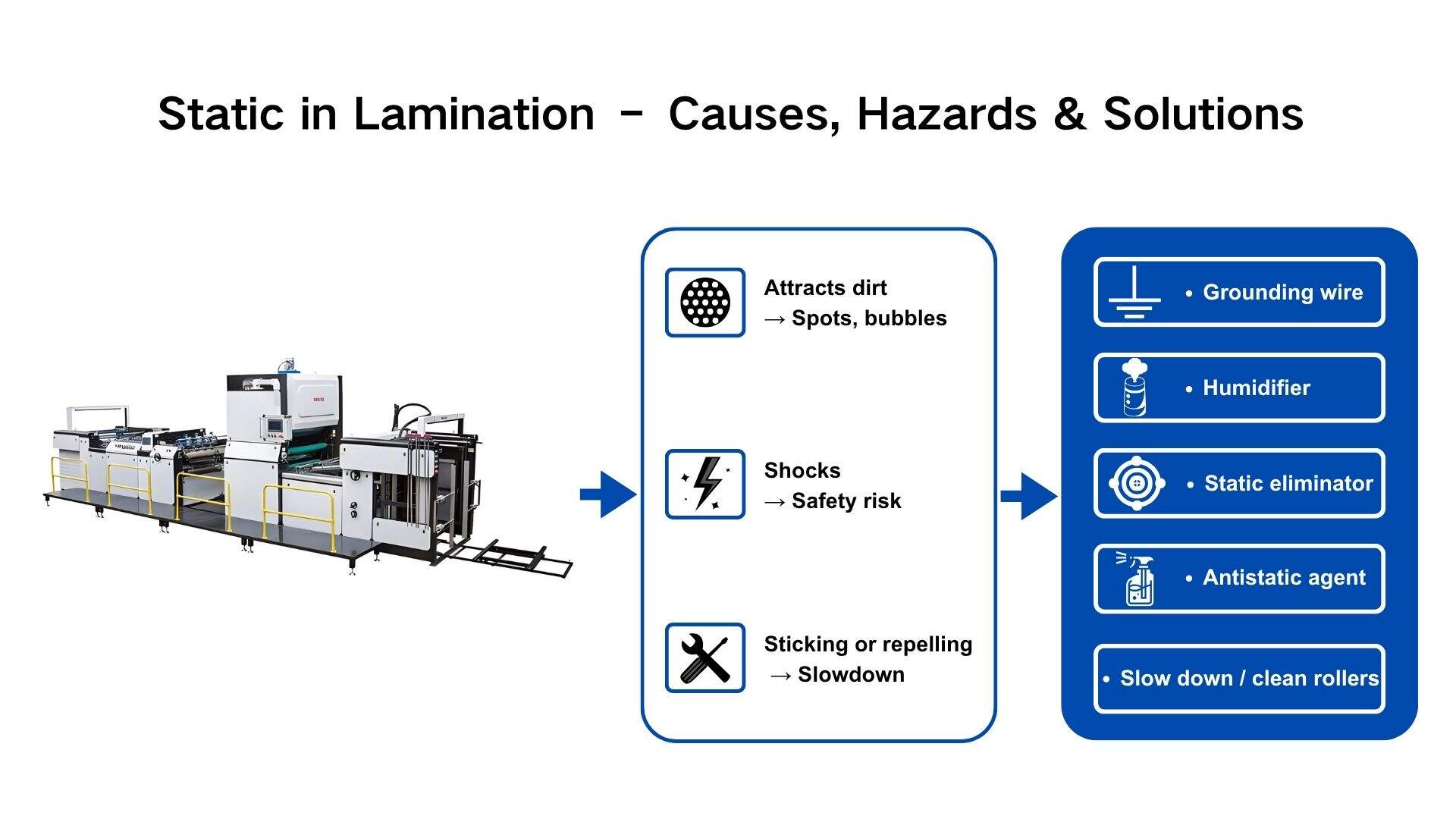
Gdy powierzchnia papieru jest naładowana elektrycznością statyczną, działa ona jak „niewidzialny magnes”, przyciągając kurz papierowy, włókienka oraz unoszący się w powietrzu kurz i zanieczyszczenia. Podczas laminowania cząstki te zostają przygniecione pomiędzy folią a papierem, co powoduje występowanie takich wad jak „plamy”, „białe ślady”, „pęcherzyki” lub „plamy brudu” na powierzchni wyrobu laminowanego, co znacząco pogarsza jakość wizualną oraz wskaźnik zgodności produktu.
2.2 Wpływ na bezpieczeństwo produkcji
Podczas procesu laminowania wałki obracają się z dużą prędkością, generując tarcie, a same wałki laminujące osiągają wysoką temperaturę. Gdy ładunek elektryczności statycznej gromadzi się do określonego poziomu, następuje jego wyładowanie w momencie kontaktu z urządzeniem lub materiałami, powodując „wstrząs elektryczny”. Choć natężenie prądu jest zwykle niewielkie, częste wstrząsy mogą powodować dyskomfort, napięcie oraz nawet instynktowne reakcje unikania u operatorów, stwarzając potencjalne ryzyko urazów mechanicznych.
2.3 Wpływ na wydajność produkcji
Elektryczność statyczna może również powodować przylepianie się materiałów do siebie lub ich odpychanie. Na przykład folie mogą nie rozwinąć się gładko, a arkusze papieru mogą przyklejać się do siebie i być trudne do oddzielenia, co prowadzi do zacięć papieru, słabego podawania oraz częstych wyłączeń urządzenia w celu jego czyszczenia, co bezpośrednio obniża prędkość produkcji i wykorzystanie sprzętu.
III. Metody i środki eliminacji elektryczności statycznej podczas laminowania
3.1 Przewody uziemiające
Zainstaluj przewodniki metalowe (np. pręty miedziane lub paski aluminiowe) lub szczotki elektrostatyczne w głównych pozycjach wałków przejściowych oraz punktach laminacji na urządzeniu do laminowania, aby odprowadzać ładunki elektrostatyczne powstające podczas procesu laminacji. Drugi koniec tych przewodników należy niezawodnie połączyć z przewodem uziemiającym, aby odprowadzić ładunki elektrostatyczne do ziemi. Metoda ta jest prosta, niskokosztowa i stanowi podstawową środki zapobiegawcze przeciwko elektryczności statycznej. Należy pamiętać, że przewód uziemiający musi być niezależny i prawidłowo uziemiony oraz nie może być łącznie używany z przewodem neutralnym urządzenia.
3.2 Kontrola wilgotności
Oporność powierzchniowa materiałów maleje wraz ze wzrostem wilgotności powietrza. Dlatego odpowiednie zwiększenie wilgotności względnej powietrza w warsztacie skutecznie poprawia przewodność powierzchni papieru i przyspiesza odpływ ładunku. Ogólnie zaleca się utrzymywanie wilgotności względnej w warsztacie laminowania w zakresie od 50% do 65%. Wilgotność można utrzymać poprzez zainstalowanie urządzeń nawilżających (np. przemysłowych nawilżaczy lub dysz natryskowych) lub regularne polewanie i mycie podłogi. Należy jednak pamiętać, że nadmierna wilgotność może prowadzić do odkształcenia papieru lub obniżenia wydajności kleju.
3.3 Montaż eliminatorów ładunków statycznych
Zainstaluj eliminatory ładunków statycznych (np. eliminatory koronowe prądu przemiennego, poprzeczki jonizujące, eliminatory ładunków statycznych wysokiego napięcia itp.) na wejściu podawania maszyny do laminowania, w miejscu rozwijania folii lub przed procesem laminowania. Urządzenia te neutralizują ładunki statyczne na powierzchni materiału poprzez generowanie jonów dodatnich i ujemnych, co daje wyraźny efekt; są one szczególnie odpowiednie do laminowania w wysokiej prędkości lub do materiałów wrażliwych na ładunki statyczne. W trakcie użytkowania końcówki igieł jonizujących należy regularnie czyścić, a także sprawdzać stan ich działania.
3.4 Zastosowanie środków przeciwstatycznych
Środki antystatyczne można stosować lub natryskiwać na powierzchnię papieru lub folii (typ zewnętrznego powłokowania) albo zakupić gotowe folie z wstępnie naniesioną warstwą ochronną lub podstawowe folie zawierające dodane środki antystatyczne wewnętrzne. Środki antystatyczne mogą pochłaniać śladowe ilości wilgoci z powietrza, tworząc na powierzchni materiału przewodzącą warstwę, która przyspiesza odprowadzanie ładunków statycznych. Metoda ta jest odpowiednia dla wyrobów wysokiej klasy, u których wymagania dotyczące kontroli ładunków statycznych są szczególnie wysokie.
3.5 Sprzęt i dostosowania procesu
• Zmniejszenie prędkości laminowania: im wyższa prędkość, tym intensywniejsze tarcie i tym większa ilość generowanego ładunku statycznego; w przypadku silnego nagromadzenia ładunku statycznego prędkość można odpowiednio obniżyć.
• Kontrola powierzchni wałków: zużyte, przestarzałe lub zabrudzone wałki zwiększają tarcie i generowanie ładunku statycznego; należy je regularnie czyścić lub wymieniać.
• Uziemienie materiału: w przypadku metalowych podłoży kompozytowych materiał można bezpośrednio stykać z uziemionym metalowym wałkiem.
IV. Podsumowanie
Statyczne ładunki elektryczne są nieuniknionym „niewidzialnym zabójcą” w procesie laminowania; wpływają one na jakość produktu oraz zagrażają bezpieczeństwu operacyjnemu i wydajności produkcji. W rzeczywistej produkcji zaleca się stosowanie połączenia powyższych metod (np. „przewód uziemiający + kontrola wilgotności + eliminator ładunków statycznych”) w oparciu o warunki warsztatowe, stan sprzętu oraz wymagania dotyczące produktu, aby osiągnąć najlepsze rezultaty. Regularne monitorowanie napięcia elektrostatycznego oraz szkolenia operatorów w zakresie świadomości zagrożeń są również kluczowymi środkami zarządzania.
Poprawna ochrona przed ładunkami elektrostatycznymi prowadzi naturalnie do bardziej stabilnej jakości laminowania.