Notions de base sur la stratification : la génération, les dangers et l’élimination de l’électricité statique
I. Qu’est-ce que l’électricité statique ?
L’électricité statique est une charge stationnaire, c’est-à-dire une charge non circulante. Elle se forme lorsque cette charge s’accumule sur un objet ou une surface. Le contrecollage du papier est un procédé effectué à la surface d’un objet. Au cours de ce procédé, le papier et le film frottent contre les rouleaux de la machine à plastifier, provoquant un transfert d’électrons et générant ainsi de l’électricité statique. Si cette électricité statique n’est pas dissipée en temps utile, elle s’accumule à la surface du matériau, entraînant une baisse de l’efficacité de production et de la qualité des produits.
II. Dangers liés à l’électricité statique
2.1 Incidence sur la qualité des produits
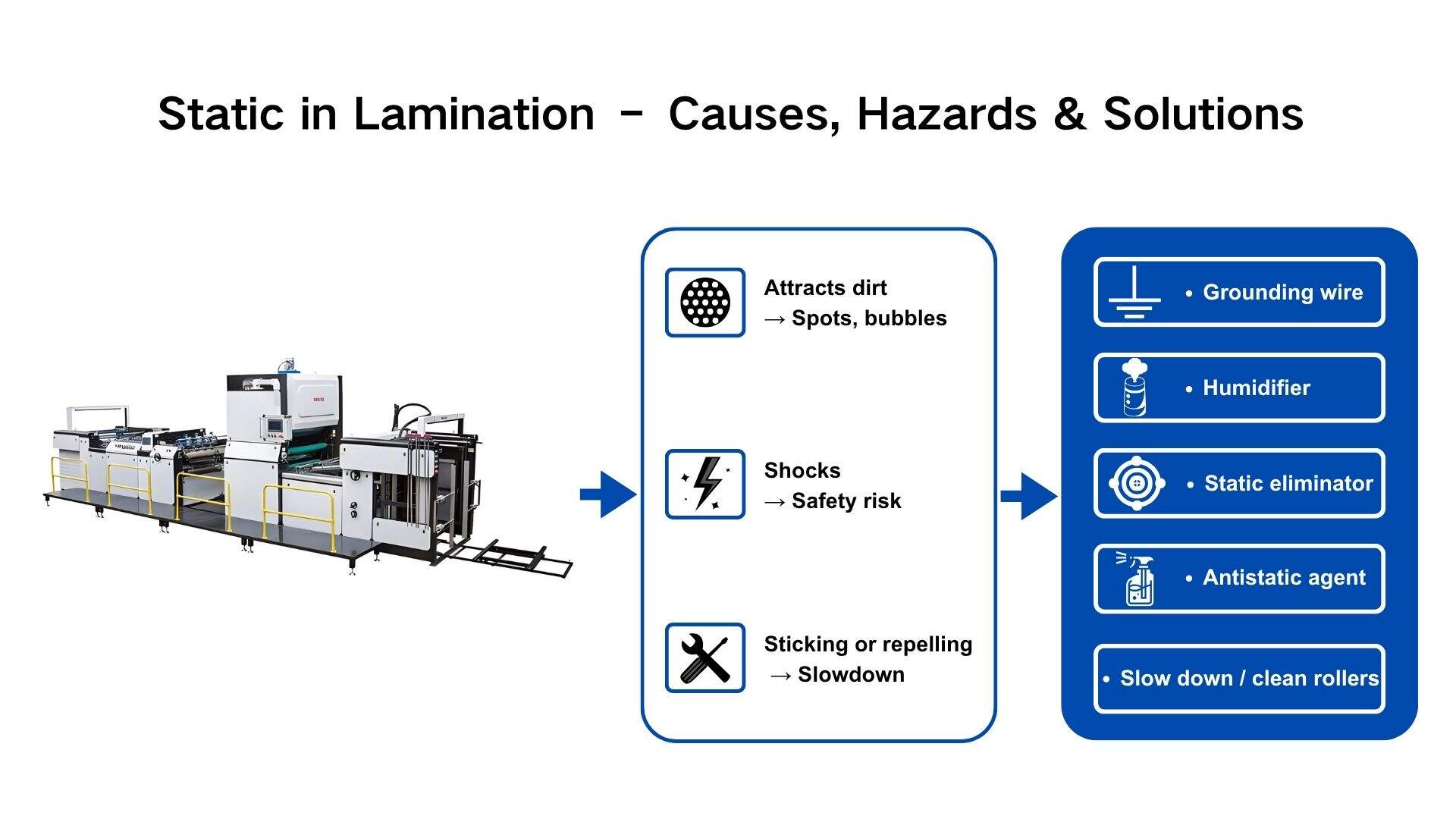
Lorsque la surface du papier porte une charge électrostatique, elle agit comme un « aimant invisible », attirant les poussières de papier, les peluches ou les poussières et impuretés en suspension dans l’air. Lors de la plastification, ces particules sont comprimées entre le film et le papier, provoquant des défauts tels que des « taches », des « marques blanches », des « bulles » ou des « taches de saleté » à la surface du produit plastifié, ce qui affecte gravement la qualité esthétique et le taux de conformité du produit.
2.2 Impact sur la sécurité de la production
Pendant le processus de plastification, les rouleaux tournent à grande vitesse, générant ainsi des frottements, tandis que les rouleaux de plastification eux-mêmes sont portés à une température élevée. Lorsque l’électricité statique s’accumule jusqu’à un certain niveau, elle se décharge au contact des équipements ou des matériaux, provoquant une « décharge électrique ». Bien que l’intensité du courant soit généralement faible, des chocs répétés peuvent causer un inconfort, une tension et même des réactions d’évitement instinctives chez les opérateurs, constituant ainsi un risque potentiel de blessure mécanique.
2.3 Impact sur l’efficacité de la production
L'électricité statique peut également provoquer l’adhérence ou la répulsion entre les matériaux. Par exemple, les films peuvent ne pas se dérouler uniformément, et les feuilles de papier peuvent s’agripper les unes aux autres et être difficiles à séparer, entraînant des bourrages de papier, une alimentation défectueuse et des arrêts fréquents pour nettoyage, ce qui réduit directement la vitesse de production et le taux d’utilisation des équipements.
III. Méthodes et mesures permettant d’éliminer l’électricité statique pendant le laminage
3.1 Fils de mise à la terre
Ajoutez des conducteurs métalliques (tels que des tiges de cuivre ou des bandes d’aluminium) ou des brosses électrostatiques aux positions des rouleaux de transition principaux et aux points de stratification sur l’équipement de stratification afin d’évacuer l’électricité statique générée pendant le processus de stratification. L’autre extrémité de ces conducteurs doit être reliée de façon fiable au fil de terre pour conduire l’électricité statique vers la terre. Cette méthode est simple, peu coûteuse et constitue une mesure de base contre les décharges électrostatiques. Il est important de noter que le fil de terre doit être indépendant et correctement mis à la terre, et ne doit pas être confondu avec le fil neutre de l’équipement.
3.2 Contrôle de l’humidité
La résistance de surface des matériaux diminue avec l'augmentation de l'humidité de l'air. Par conséquent, une augmentation appropriée de l'humidité relative de l'air dans l'atelier peut effectivement améliorer la conductivité de la surface du papier et accélérer l'évacuation des charges électrostatiques. Il est généralement recommandé de maintenir l'humidité relative dans l'atelier de contrecollage entre 50 % et 65 %. L'humidité peut être régulée à l'aide d'équipements d'humidification (tels que des humidificateurs industriels ou des buses de nébulisation) ou en arrosant et en essuyant régulièrement le sol. Toutefois, il convient de noter qu'une humidité excessive peut provoquer une déformation du papier ou une diminution des performances de l'adhésif.
3.3 Installation des antistatiques
Installer des éliminateurs statiques (tels que des éliminateurs corona CA, des barres ionisantes, des éliminateurs statiques haute tension, etc.) à l’entrée d’alimentation de la machine de laminage, au niveau du déroulement du film ou avant le laminage. Ces dispositifs neutralisent l’électricité statique à la surface du matériau en générant des ions positifs et négatifs, avec un effet notable, et conviennent au laminage à grande vitesse ou aux matériaux sensibles à l’électricité statique. Pendant l’utilisation, les pointes des aiguilles ionisantes doivent être nettoyées régulièrement et l’état de fonctionnement doit être vérifié.
3.4 Utilisation d’agents antistatiques
Les agents antistatiques peuvent être appliqués ou pulvérisés sur la surface du papier ou du film (type de revêtement externe), ou bien des films pré-revêts ou des films de base contenant des agents antistatiques internes peuvent être sélectionnés lors de l’achat des films. Les agents antistatiques peuvent absorber de faibles quantités d’humidité présente dans l’air, formant ainsi une couche conductrice à la surface du matériau, ce qui accélère l’évacuation de l’électricité statique. Cette méthode convient aux produits haut de gamme exigeant un contrôle rigoureux de l’électricité statique.
3.5 Équipements et ajustements du procédé
• Réduire la vitesse de laminage : plus la vitesse est élevée, plus les frottements sont intenses et plus l’électricité statique générée est importante. La vitesse peut être réduite de façon appropriée lorsque l’électricité statique est particulièrement prononcée.
• Vérifier la surface des rouleaux : les rouleaux vieillis, usés ou sales augmentent les frottements et l’électricité statique ; ils doivent être nettoyés ou remplacés régulièrement.
• Mise à la terre du matériau : pour les substrats composites métalliques, le matériau peut entrer directement en contact avec un rouleau métallique mis à la terre.
IV. Résumé
L’électricité statique est un « tueur invisible » inévitable dans le procédé de stratification ; elle affecte la qualité des produits et menace à la fois la sécurité opérationnelle et l’efficacité de la production. Dans la pratique industrielle, il est recommandé d’utiliser une combinaison des méthodes mentionnées ci-dessus (par exemple « câble de mise à la terre + contrôle de l’humidité + éliminateur d’électricité statique »), en fonction des conditions de l’atelier, de l’état des équipements et des exigences liées aux produits, afin d’obtenir les meilleurs résultats. La surveillance régulière de la tension électrostatique ainsi que la formation des opérateurs à la sensibilisation en matière de sécurité constituent également des mesures de gestion essentielles.
Une protection électrostatique adéquate conduit naturellement à une qualité de stratification plus stable.