Grundlagen der Laminierung: Entstehung, Gefahren und Beseitigung statischer Elektrizität
I. Was ist statische Elektrizität?
Statische Elektrizität ist eine ruhende elektrische Ladung, also eine nicht fließende Ladung. Sie entsteht, wenn sich diese Ladung auf einem Objekt oder einer Oberfläche ansammelt. Das Laminieren von Papier ist ein Verfahren, das auf der Oberfläche eines Objekts durchgeführt wird. Während dieses Prozesses reiben sich Papier und Folie an den Walzen der Laminiermaschine, wodurch ein Elektronentransfer stattfindet und statische Elektrizität erzeugt wird. Wird diese statische Elektrizität nicht rechtzeitig abgeleitet, sammelt sie sich auf der Materialoberfläche an und führt zu einer Verringerung der Produktionseffizienz sowie der Produktqualität.
II. Gefahren der statischen Elektrizität
2.1 Auswirkungen auf die Produktqualität
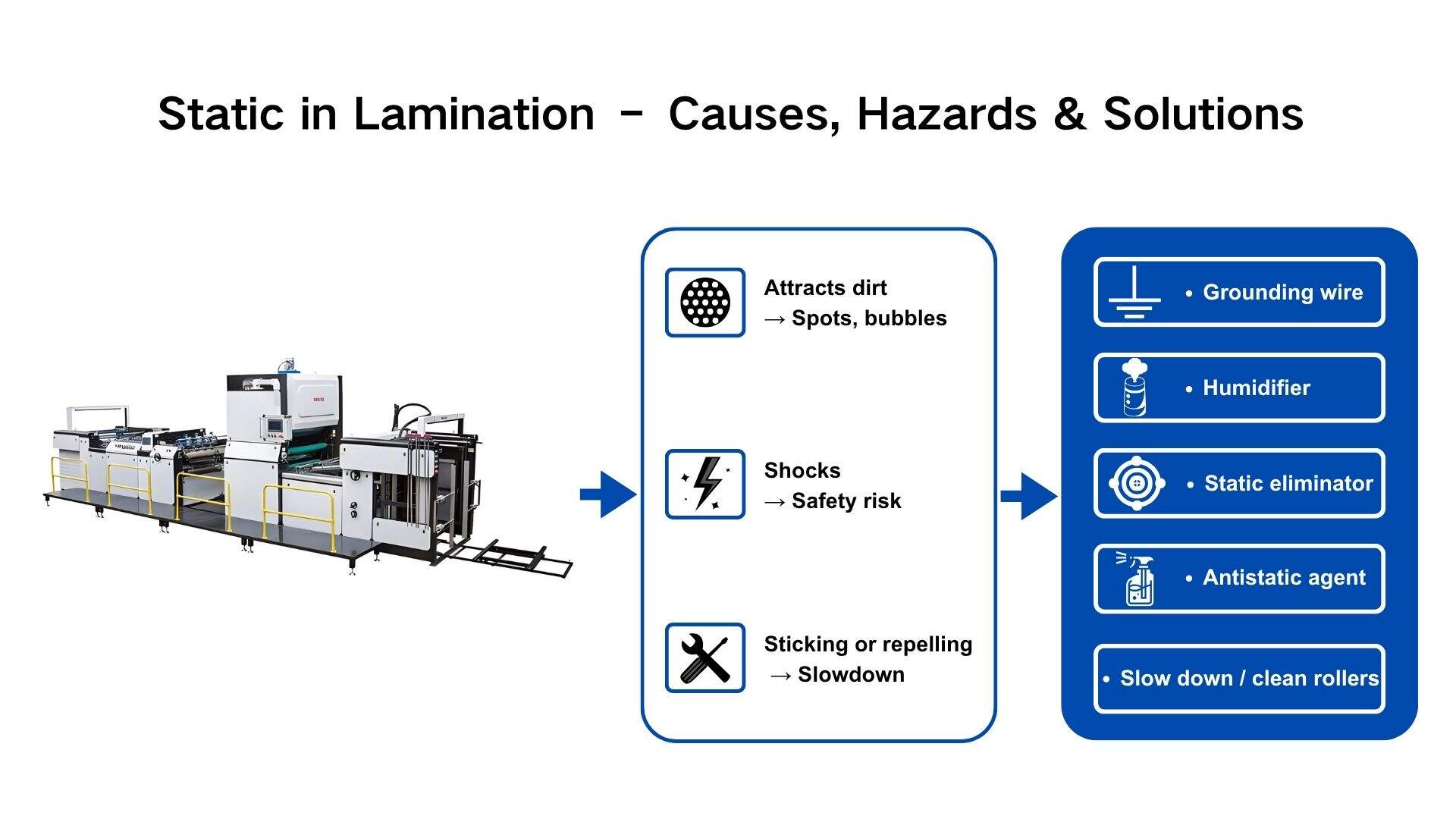
Wenn die Papieroberfläche statische Elektrizität trägt, wirkt sie wie ein „unsichtbarer Magnet“, der Papierstaub, Fussel oder schwebenden Staub und Verunreinigungen anzieht. Während des Laminierens werden diese Partikel zwischen Folie und Papier eingepresst, was zu Problemen wie „Flecken“, „weißen Markierungen“, „Blasen“ oder „Schmutzflecken“ auf der Oberfläche des laminierten Produkts führt und die optische Qualität sowie die Ausschussquote des Produkts erheblich beeinträchtigt.
2.2 Auswirkungen auf die Arbeitssicherheit
Während des Laminierprozesses drehen sich die Walzen mit hoher Geschwindigkeit und erzeugen durch Reibung Wärme; zudem befinden sich die Laminierwalzen selbst in einem hohen Temperaturzustand. Sobald sich statische Elektrizität bis zu einem bestimmten Grad ansammelt, erfolgt beim Kontakt mit Maschinen oder Materialien eine Entladung, die zu einem „elektrischen Schlag“ führt. Obwohl der Strom meist gering ist, können wiederholte Schläge Unbehagen, Anspannung und sogar instinktive Ausweichbewegungen der Bediener verursachen und so ein potenzielles Risiko mechanischer Verletzungen darstellen.
2.3 Auswirkungen auf die Produktionseffizienz
Statische Elektrizität kann auch bewirken, dass Materialien aneinanderhaften oder sich gegenseitig abstoßen. Beispielsweise können Folien nicht glatt aufgerollt werden, und Papiere können aneinanderkleben und sich nur schwer voneinander trennen lassen, was zu Papierstaus, schlechtem Einzug und häufigen Abschaltungen zur Reinigung führt – dies reduziert direkt die Produktionsgeschwindigkeit und die Auslastung der Anlagen.
III. Methoden und Maßnahmen zur Beseitigung statischer Elektrizität während des Laminierens
3.1 Erdungsleitungen
Fügen Sie an den Hauptübergangsrollenpositionen und Laminierstellen der Laminierausrüstung metallische Leiter (z. B. Kupferstäbe oder Aluminiumstreifen) oder elektrostatische Bürsten ein, um die während des Laminierprozesses entstehende statische Elektrizität abzuleiten. Das andere Ende dieser Leiter muss zuverlässig mit dem Erdungsdraht verbunden sein, um die statische Elektrizität an die Erde abzuleiten. Diese Methode ist einfach, kostengünstig und stellt eine grundlegende antistatische Maßnahme dar. Beachten Sie, dass der Erdungsdraht unabhängig sein und ordnungsgemäß geerdet werden muss; er darf nicht mit dem Neutralleiter des Geräts vermischt werden.
3.2 Luftfeuchtigkeitskontrolle
Der Oberflächenwiderstand von Materialien nimmt mit steigender Luftfeuchtigkeit ab. Daher kann eine gezielte Erhöhung der relativen Luftfeuchtigkeit im Werkstattbereich die Leitfähigkeit der Papieroberfläche wirksam verbessern und die Ableitung elektrischer Ladung beschleunigen. Im Allgemeinen wird empfohlen, die relative Luftfeuchtigkeit im Laminierbereich zwischen 50 % und 65 % zu halten. Die Feuchtigkeit kann durch den Einsatz von Befeuchtungsanlagen (z. B. industrielle Luftbefeuchter oder Zerstäuberdüsen) oder durch regelmäßiges Besprühen und Wischen des Bodens aufrechterhalten werden. Es ist jedoch zu beachten, dass eine zu hohe Luftfeuchtigkeit zu Papierverformungen oder einer Verringerung der Klebkraft führen kann.
3.3 Montage von Entladegeräten
Installieren Sie statische Entladegeräte (z. B. Wechselstrom-Corona-Entladegeräte, Ionisierstäbe, Hochspannungs-Statikentlader usw.) am Zuführungs-Einlass der Laminiermaschine, an der Position zum Abwickeln der Folie oder vor dem Laminieren. Diese Geräte neutralisieren die statische Elektrizität auf der Materialoberfläche durch Erzeugung positiver und negativer Ionen; sie wirken deutlich und eignen sich für Hochgeschwindigkeits-Laminierung oder für materialien, die empfindlich gegenüber statischer Elektrizität sind. Während des Betriebs sollten die Ionennadelspitzen regelmäßig gereinigt und der Betriebszustand überprüft werden.
3.4 Verwendung von Antistatika
Antistatikmittel können auf die Papier- oder Folienoberfläche aufgetragen oder besprüht werden (externe Beschichtungsart); alternativ können beim Kauf von Folien auch vorbeschichtete Folien oder Grundfolien mit zugesetzten internen Antistatikmitteln ausgewählt werden. Antistatikmittel können Spuren von Feuchtigkeit aus der Luft aufnehmen und dadurch eine leitfähige Schicht auf der Materialoberfläche bilden, wodurch die Ableitung statischer Elektrizität beschleunigt wird. Diese Methode eignet sich für hochwertige Produkte mit hohen Anforderungen an die statische Entladungskontrolle.
3.5 Geräte- und Prozessanpassungen
• Laminiergeschwindigkeit reduzieren: Je höher die Geschwindigkeit, desto intensiver ist die Reibung und desto mehr statische Elektrizität entsteht. Bei starker statischer Aufladung kann die Geschwindigkeit entsprechend verringert werden.
• Oberfläche der Walzen prüfen: Alterung, Abnutzung oder Verschmutzung der Walzen erhöhen die Reibung und die statische Aufladung; sie sollten daher regelmäßig gereinigt oder ausgetauscht werden.
• Erdung des Materials: Bei metallischen Verbundsubstraten kann das Material direkt mit einer geerdeten Metallwalze in Kontakt gebracht werden.
IV. Zusammenfassung
Statische Elektrizität ist ein unvermeidlicher „unsichtbarer Killer“ im Laminierprozess; sie beeinträchtigt die Produktqualität und stellt eine Gefahr für die Arbeitssicherheit sowie die Produktionseffizienz dar. In der praktischen Fertigung wird empfohlen, je nach Werkstattbedingungen, Maschinenzustand und Produktanforderungen eine Kombination der oben genannten Methoden (z. B. „Erdungskabel + Luftfeuchtigkeitskontrolle + Entladegerät für statische Elektrizität“) einzusetzen, um optimale Ergebnisse zu erzielen. Die regelmäßige Überwachung der elektrostatischen Spannung sowie die Schulung der Bediener im Bereich Sicherheitsbewusstsein sind ebenfalls entscheidende Managementmaßnahmen.
Eine sachgemäße elektrostatische Abschirmung führt folgerichtig zu einer stabileren Laminierqualität.