Laminasyon Temelleri: Statik Elektriğin Oluşumu, Tehlikeleri ve Ortadan Kaldırılması
I. Statik Elektrik Nedir?
Statik elektrik, durağan bir yük veya akan olmayan bir yüktür. Bu yük, bir nesne veya yüzey üzerinde biriktiğinde oluşur. Kağıt laminasyonu, bir nesnenin yüzeyi üzerinde gerçekleştirilen bir süreçtir. Bu süreç sırasında kağıt ve film, laminasyon makinesinin silindirleriyle sürtünür; bu da elektron transferine ve statik elektriğin oluşumuna neden olur. Bu statik elektrik zamanında boşaltılmazsa, malzemenin yüzeyinde birikir ve üretim verimliliğinde ile ürün kalitesinde düşüşe neden olur.
II. Statik Elektriğin Tehlikeleri
2.1 Ürün Kalitesi Üzerindeki Etkisi
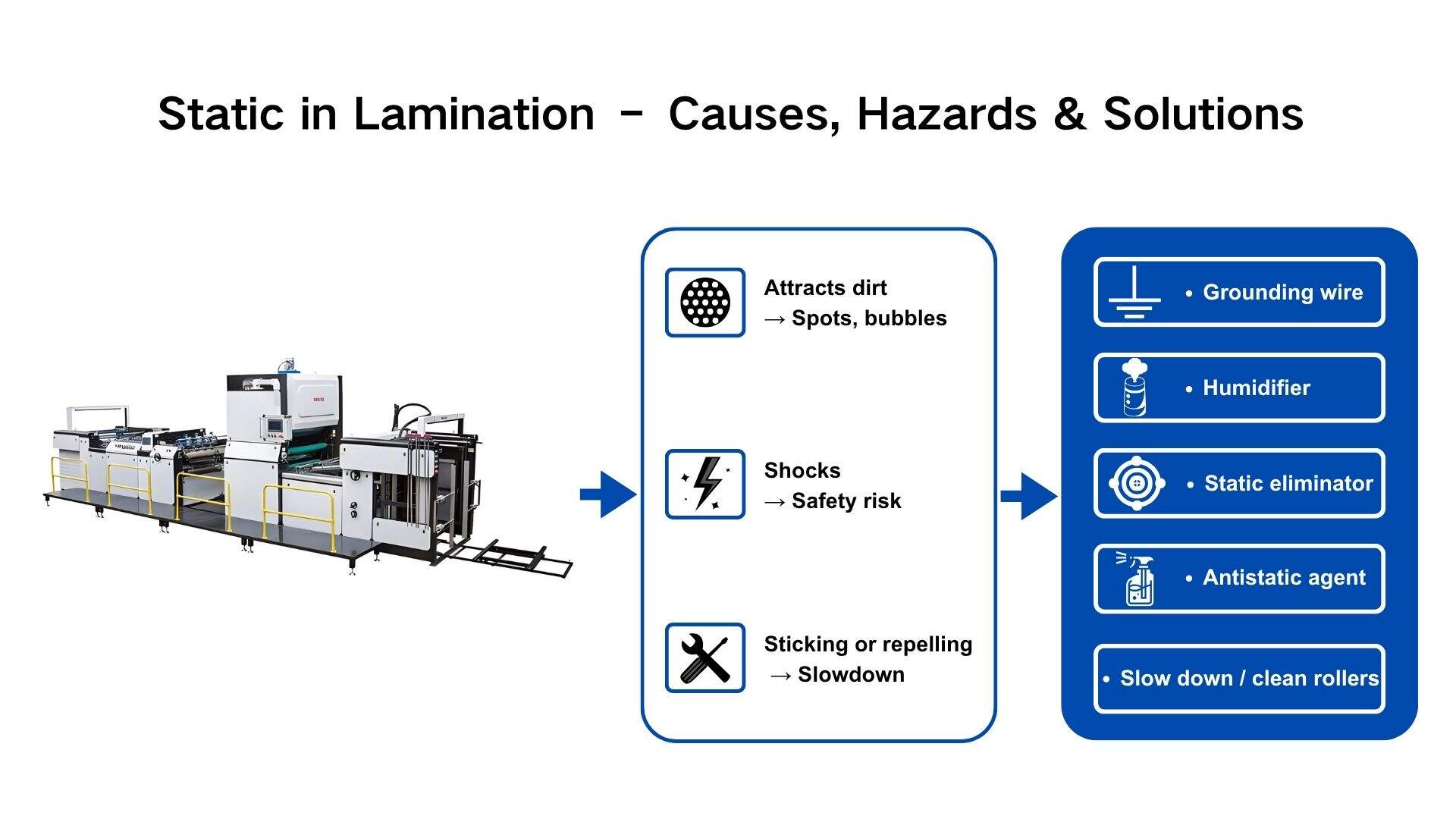
Kağıt yüzeyi statik elektrik taşıdığında, "görünmez bir mıknatıs" gibi davranır ve kağıt tozu, tüy parçacıkları veya havada süzülen toz ve safsızlıkları çeker. Laminasyon sırasında bu parçacıklar film ile kağıt arasına sıkıştırılır ve lamineli ürünün yüzeyinde "leke", "beyaz izler", "baloncuklar" veya "kir lekesi" gibi sorunlara neden olur; bu durum ürünün görünüş kalitesini ve uygunluk oranını ciddi şekilde etkiler.
2.2 Üretim Güvenliği Üzerindeki Etki
Laminasyon sürecinde silindirler yüksek hızda döner ve sürtünme oluşur; ayrıca laminasyon silindirleri kendileri de yüksek sıcaklıktadır. Statik elektrik belirli bir seviyeye ulaştığında ekipmanla veya malzemelerle temas halinde deşarj olur ve "elektrik çarpması"na neden olur. Akım genellikle küçüktür ancak tekrarlayan şoklar operatörlerde rahatsızlık, gerginlik ve hatta refleks olarak kaçınma hareketlerine yol açabilir; bu da mekanik yaralanma riski oluşturur.
2.3 Üretim Verimliliği Üzerindeki Etki
Statik elektrik, malzemelerin birbirine yapışmasına veya birbirlerinden uzaklaşmasına da neden olabilir. Örneğin, filmler düzgün şekilde açılamayabilir ve kağıtlar birbirine yapışarak ayrılması zor hale gelebilir; bu durum kağıt tıkanıklıklarına, kötü besleme performansına ve temizlik amacıyla sık sık cihazın kapatılmasına yol açar; sonuç olarak üretim hızı ve ekipman kullanım oranı doğrudan düşer.
III. Laminasyon Sürecinde Statik Elektriğin Giderilmesi Yöntemleri ve Önlemleri
3.1 Topraklama Kabloları
Statik elektriğin laminasyon süreci sırasında oluşmasını önlemek için laminasyon ekipmanında ana geçiş silindiri konumlarına ve laminasyon noktalarına metal iletkenler (örneğin bakır çubuklar veya alüminyum şeritler) ya da elektrostatik fırçalar ekleyin. Bu iletkenlerin diğer ucu, statik elektriği toprağa iletmek amacıyla güvenilir bir şekilde topraklama kablosuna bağlanmalıdır. Bu yöntem basit, düşük maliyetli ve temel bir anti-statik önlemdir. Topraklama kablosunun bağımsız olması ve doğru şekilde topraklanması gerektiğini, ayrıca ekipmanın nötr kablosuyla karıştırılmaması gerektiğini unutmamak gerekir.
3.2 Nem Kontrolü
Malzemelerin yüzey direnci, hava nemine bağlı olarak azalır. Bu nedenle, laminasyon atölyesindeki havanın bağıl nemini uygun şekilde artırarak kağıt yüzeyinin iletkenliğini etkili bir şekilde artırabilir ve yükün kaçmasını hızlandırabilirsiniz. Genellikle laminasyon atölyesindeki bağıl nemin %50 ile %65 arasında tutulması önerilir. Nem seviyesi, nemlendirme ekipmanları (örneğin endüstriyel nemlendiriciler veya püskürtme nozulları) eklenerek ya da zeminin düzenli olarak sulanıp süpürülmesiyle sağlanabilir. Ancak aşırı nemin kağıtta deformasyona veya yapıştırıcı performansında azalmaya neden olabileceği unutulmamalıdır.
3.3 Statik Elektriği Giderici Cihazların Montajı
Statik elektrik önleyici cihazları (örneğin AC korona önleyiciler, iyon çubukları, yüksek gerilimli statik elektrik önleyicileri vb.) laminasyon makinesinin besleme girişi, film sarım açma konumu veya laminasyondan önce yerleştirin. Bu cihazlar, malzemenin yüzeyindeki statik elektriği pozitif ve negatif iyonlar üreterek nötralize eder; etkileri belirgindir ve yüksek hızda laminasyon işlemi veya statik elektriğe duyarlı malzemeler için uygundur. Kullanım sırasında iyon iğnesi uçları düzenli olarak temizlenmeli ve çalışma durumu kontrol edilmelidir.
3.4 Antistatik Maddelerin Kullanımı
Antistatik ajanlar, kağıt veya film yüzeyine uygulanabilir veya püskürtülebilir (dış kaplama türü); ya da satın alınırken iç antistatik ajanlarla önceden kaplanmış filmler veya baz filmler seçilebilir. Antistatik ajanlar, havadan iz miktarda nem emerek malzemenin yüzeyinde iletken bir tabaka oluşturur ve bu sayede statik elektriğin dağılmasını hızlandırır. Bu yöntem, statik kontrol açısından yüksek gereksinimler taşıyan üst düzey ürünler için uygundur.
3.5 Ekipman ve Süreç Ayarları
• Laminasyon hızını azaltın: Hız ne kadar yüksekse, sürtünme o kadar şiddetli olur ve üretilen statik elektrik miktarı da o kadar fazla olur. Statik elektrik sorunu ciddi olduğunda hız uygun şekilde azaltılabilir.
• Silindir yüzeyini kontrol edin: Yaşlanma, aşınma veya kirli silindirler sürtünmeyi ve statik elektriği artırır; düzenli olarak temizlenmeli veya değiştirilmelidir.
• Malzemenin topraklanması: Metal kompozit alt tabakalar için malzeme, doğrudan topraklanmış bir metal silindire temas ettirilebilir.
IV. Özeti
Statik elektrik, laminasyon sürecinde kaçınılmaz bir "görünmez öldürücüdür"; ürün kalitesini etkiler ve işletme güvenliğini ile üretim verimliliğini tehdit eder. Gerçek üretim ortamında, en iyi sonuçları elde etmek amacıyla atölye koşullarına, ekipman durumuna ve ürün gereksinimlerine göre yukarıdaki yöntemlerin bir kombinasyonunun (örneğin "topraklama kablosu + nem kontrolü + statik eliminatörü") kullanılması önerilir. Statik voltajın düzenli olarak izlenmesi ve operatörlerin güvenlik bilincine yönelik eğitimi de kritik yönetim önlemleridir.
Uygun statik elektrik koruması, doğal olarak daha kararlı bir laminasyon kalitesine yol açar.